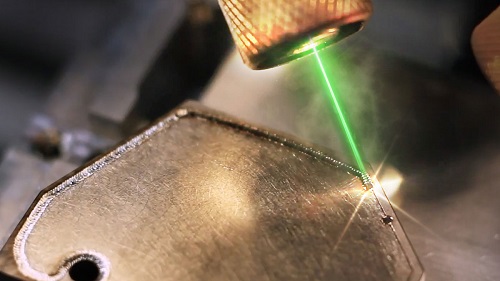
生产电动汽车用锂离子电池的一个重要环节是将正极顶盖密封焊接到电池外壳上。激光焊接是实现这一目的的理想技术,但它需要精确的运动、速度和加速度控制,以确保高质量的焊接,同时最大限度地提高产量。为了满足锂电池生产厂家提高焊接良品率的要求,激光焊机OEM厂商采用科尔摩根经济型直接驱动技术对激光焊接机的运动控制进行优化,将轨迹焊接速度值提高至250mm/s,并达到了2.6g的重力加速度,同时实现了高精度运动控制。
顶焊工艺对前道工序入壳及定位要求很高,对设备的自动化要求高。而方形电池焊接时拐角处最容易出现问题。
- 均匀稳定的圆弧焊接

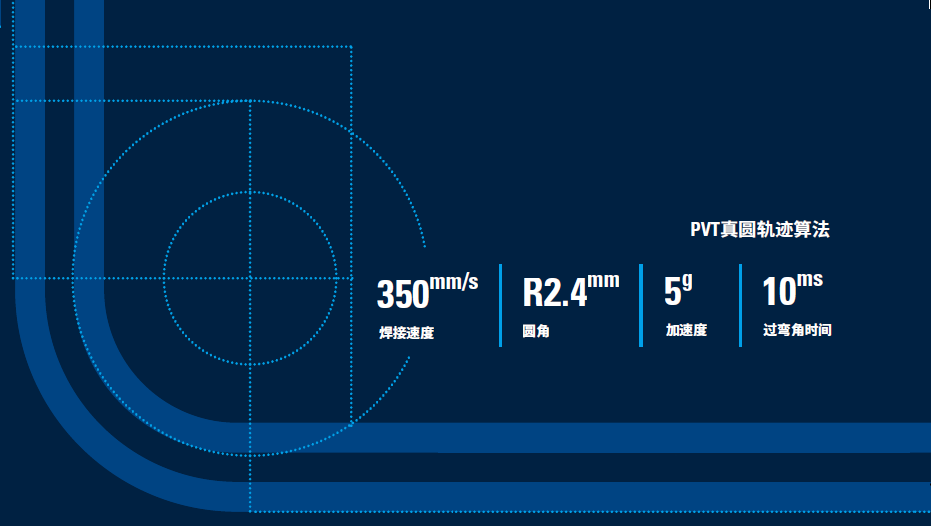
PVT真圆演算法,过弯不减速
控制性能卓越且响应速度高,有效降低圆弧焊接波动 - 提高电池焊接密封性
提高控制精度,减小过冲,从而将最大位置偏差控制在±30微米以内 - 满足不同轨迹的多样化焊接要求
满足各种力值和瞬时高加速度需要,让焊接设备变得更加灵活